
The main purpose of comminution is liberating minerals for economic recovery. With metal prices down, long term challenges of declining ore grades and increasing ore hardness, and climate change causing new constraints and costs on energy, the mining industry needs to stay focused on minimizing energy use in metal production, including comminution.
Optimal comminution energy use is generally determined by economics, while operating within acceptable environmental boundaries (e.g. safe tailings disposal practice). This requires understanding relationships between crushing, grinding and subsequent separation. In flotation, recovery of the valuable mineral generally falls in the coarser particle size ranges (Figure 1), which results in lower recovery at coarser grinds.
[caption id="attachment_6546" align="aligncenter" width="713"]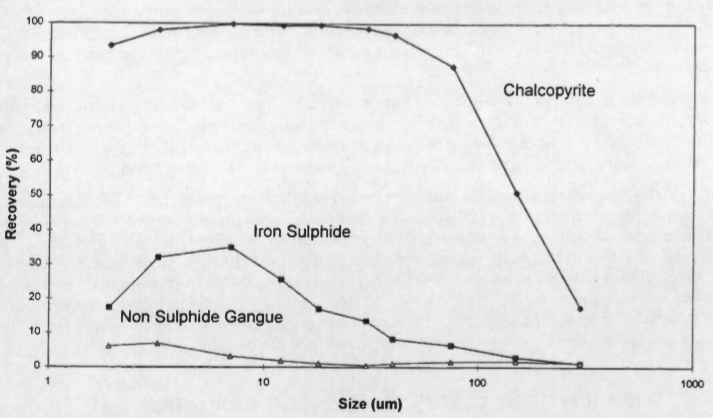 Figure 1: Recovery by size for a copper concentrator in Queensland (Reemeyer, 1995)[/caption]
Figure 1: Recovery by size for a copper concentrator in Queensland (Reemeyer, 1995)[/caption]
[caption id="attachment_6547" align="aligncenter" width="910"]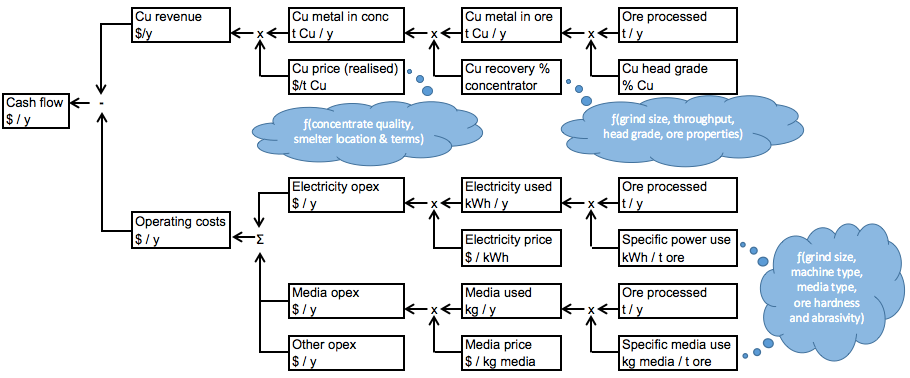 Figure 2: Simplified driver tree for cash flow from a copper concentrator[/caption]
Figure 2: Simplified driver tree for cash flow from a copper concentrator[/caption]
Figure 2 shows typical relationships between revenue and operating cost parameters that result in cash flow from a concentrator.
To optimise grind, both revenue and operating costs need to be considered. Recovery will increase as grind size decreases, and operating costs (power, grinding media) will also increase. Incremental revenue (through head grade, metal price) needs to be compared with incremental operating costs (through power and media unit costs and specific consumption rates). For low metal prices and/or low head grades, the optimum will shift towards coarser grinds and lower operating costs. Sites that filter tailings also favour coarser grinds, as these will increase throughput capacity and lower specific power consumption in filtration. In most concentrators, a low-moderate grade rougher-scavenger concentrate is produced that is treated in a regrind and cleaner circuit to make final concentrate. The grind sizes in the primary-secondary-tertiary and regrind circuits, and recoveries in the rougher-scavenger and cleaner blocks can be determined for an overall economic optimum.
A concentrator can assess its energy cost performance by tracking specific energy use. The CEEC specific energy (tonnes intensity) curve can be used to benchmark comminution in a concentrator against other operations, and to compare the present concentrator against its past and future self, to determine if it is improving. Higher specific energy implies lower energy efficiency per tonne of ore. However, this may be justified due to:
• Increased ore hardness.
• Increasing mineralogical complexity (e.g. finer grain size) requiring a finer grind to maintain recovery/product quality.
• Increased head grade/metal price, or evaluation of comminution and separation circuit performance that warrants a finer grind size.
• Drop in energy unit price.
Increases in specific energy that can’t be explained by the above factors should be investigated. Higher energy use resulting from deteriorating concentrator operation (e.g. poor classifier performance) may make the mine economically unviable and should be arrested.
New Gold New Afton (BC, Canada) is an example of an operation that installed additional grinding power, a 3000 HP Vertimill in a tertiary grinding duty, to reduce grind size and increase metal recovery. Figure 3 shows trends of throughput vs. grind size (LaMarsh, 2015).
[caption id="attachment_6548" align="aligncenter" width="1024"]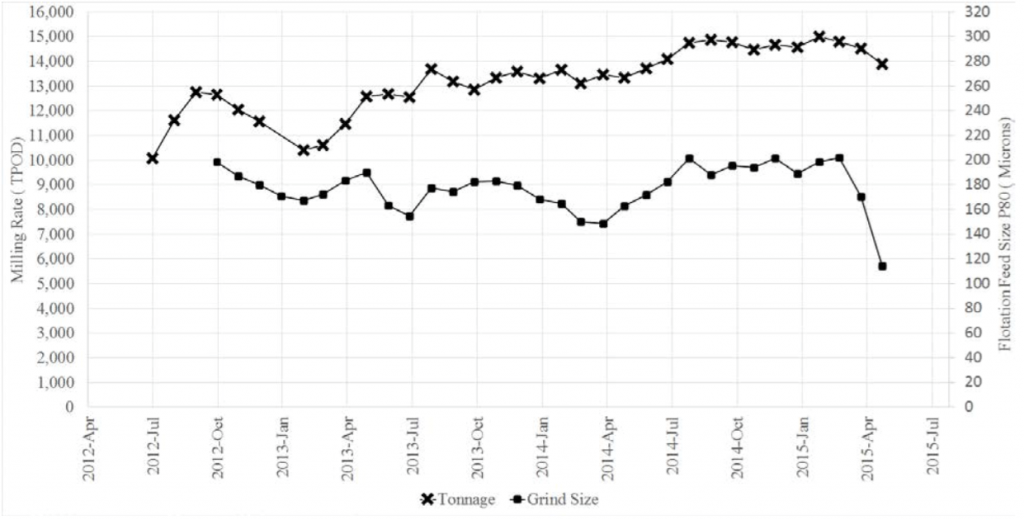 Figure 3: New Afton throughput vs. grind size[/caption]
Figure 3: New Afton throughput vs. grind size[/caption]
After commissioning the Vertimill in April 2015, grind size reduced significantly in May. Where grind size is reduced by additional comminution equipment, it is useful to calculate overall comminution circuit operating work index (WIo), to determine if its position on the CEEC Bond Intensity curve has changed. Table 1 shows changes in specific energy and WIo assuming the grinding mills were drawing their full rated power at the time.
[caption id="attachment_6553" align="aligncenter" width="467"]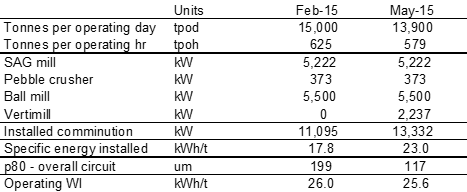 Table 1: New Afton comminution parameters before and after Vertimill[/caption]
Table 1: New Afton comminution parameters before and after Vertimill[/caption]
New Afton moved up the CEEC tonnes intensity curve, but this should be justifiable based on increased metal recovery. The site should continue to assess that increased metal revenue justifies additional power and media costs. The concentrator moved slightly down the CEEC WIo Bond Intensity curve, aligning with LaMarsh’s conclusion that Vertimill breakage was more efficient than the existing ball mill given the reduction in grind size.
In some instances, concentrator throughput may be limited by mine production bottlenecks, leading to increased specific energy and lower profitability. Such a concentrator might consider reducing mill ball charges, temporarily shutting certain grinding machines or changing process settings (e.g. SAG mill speed) to reduce power draw.
If a mine’s head grade is declining, revenue ($/t) will fall at a given metal price. Table 2 shows alternatives that such a mine could consider, and the likely impact on parameters:
[caption id="attachment_6550" align="aligncenter" width="580"]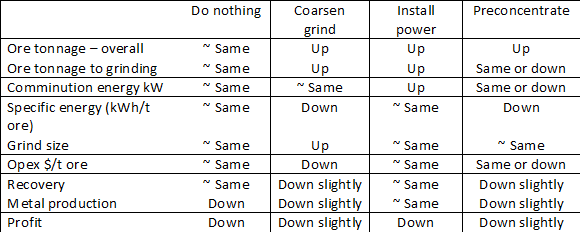 Table 2: Effect of alternative concentrator strategies to declining head grade[/caption]
Table 2: Effect of alternative concentrator strategies to declining head grade[/caption]
Operating cost could be reduced to maintain profitability by:
• Coarsening grind size and use less energy per tonne (i.e. lower specific energy)
• Preconcentration (e.g. heavy media separation or ore sorting), rejecting low grade coarse particles prior to grinding and reducing energy and grinding media consumption
Such alternatives can be assessed for a particular plant based on projected capital and operating cost changes, and ore responses.
Concentrator personnel should track the drivers of specific energy and profitability in a concentrator to ensure that overall comminution and separation circuits are economically optimised. This is particularly relevant in the face of lower metal prices, compared with high prices experienced in the super-cycle.
References
L Reemeyer, Analysis of Copper Concentrator Performance Using Sized and Liberation Data, AusIMM Young Professionals Conference, 1995
J LaMarsh, Grinding Optimisation of the New Afton Concentrator, International Semi-Autogenous Grinding and High Pressure Grinding Roll Technology Conference, Vancouver, 2015
Laurie Reemeyer has over 20 years experience in minerals processing, project management and consulting. He was Plant Metallurgist at Mount Isa Mines and Manager Metallurgy at the Century Zinc Mine, where he focused on links between ore mineralogy and the operation of comminution and flotation circuits. He held various roles at Amec Foster Wheeler in Vancouver including Study Manager, Manager Process Engineering and Director Process Strategy. Laurie has a keen interest in improving mine to market value chains to maximise profit while minimising environmental impact. He recently started Resourceful Paths Consulting to focus on more sustainable alternatives in production and use of natural resources.